


| Processing range | Rod diameter | ∅4mm~∅12mm |
| Head diameter | ∅20mm~∅55mm | |
| Full length | 60mm~220mm | |
|
Machining accuracy | Valve seat runout | <0.02mm |
| Seat roundness | <0.003mm | |
| Seat metric gauge tolerance | ±0.03mm | |
| Seat angle range | 44°~71° | |
| Roughness | Ra0.4 | |
| Processing efficiency | Including loading and unloading | <7S/pcs |
| Abrasive materials | Silicon carbide grinding wheel | |
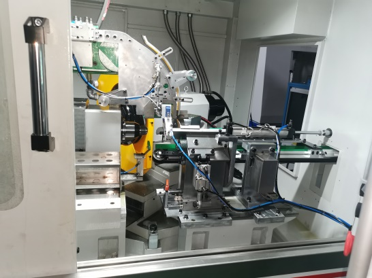
Main configuration of machine
▶Mechanical spindles are adopted for both the grinding wheel spindle and the collet spindle. The grinding wheel spindle is driven by a three-phase asynchronous motor, while the collet spindle is driven by a servo motor. The constant linear speed of grinding wheel is 60m/s;
▶single cone collet used to clamp the valve stem, the grinding wheel quickly feed to grinding, grinding wheel automatic dressing and make up a deficiency ;
▶Due to the adoption of full-range human-machine interface of Japanese Mitsubishi, PLC and servo motor driver, the parameters and feed speed can be adjusted through the human-machine interface, with the output per shift, processing time in a cycle and alarm information read.